The Hidden ROI of Lap Joint Flanges: When (and Why) to Stop Using Weld Necks
Let’s be honest: in the world of industrial piping, the weld neck flange is the “old reliable.” It’s the default choice for high-pressure systems, and for good reason. Now, if you’re treating every project like a weld neck demand project, you’re likely cutting yourself short in terms of options for your PVF assembly, and causing your field crews a lot of unnecessary grief during installation.
At Texas Flange, we see a variety of specs come across our desks every day. While several of them are custom, a significant number of them are simple assemblies. One of the most commonly missed opportunities we notice is the underutilization of the lap joint flange. While it might look a bit unconventional if you’re used to a solid one-piece construction, the “lapped joint” assembly is a strategic powerhouse for both procurement managers looking at the bottom line and foremen looking at the clock.
In this post, we’re going to break down why switching to a lap joint setup can offer a hidden ROI that goes far beyond the initial quote.
The Installation Lifesaver: Solving the Bolt-Hole Headache
If you’ve ever been on a lift or in a tight trench trying to manhandle a heavy pipe flange into place, you know the “bolt-hole dance.” You get the weld perfect, only to realize the bolt holes are slightly out of alignment with the mating flange. Now you’re looking at a cut-and-reweld or a very frustrated crew.
This is where the lapped joint is a literal job saver. Unlike a Slip-On or a Weld Neck, a lap joint flange assembly consists of two pieces:
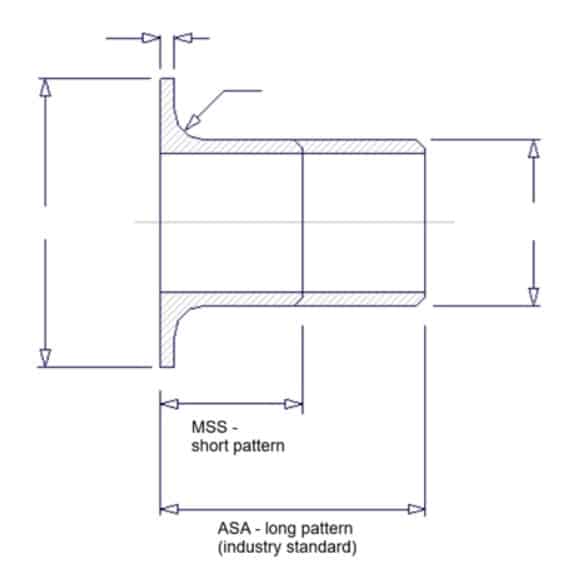
- The Stub End: This is the part actually welded to the pipe. It is effectively a section of pipe with a weld bevel and a flared base to seat a lap joint.
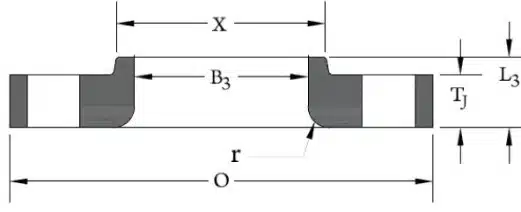
- The Lap Joint Backing Flange: A loose ring that slips over the pipe before the stub end is welded, able to rotate a full 360 degrees.
Because the backing flange is not welded to the pipe itself, it rotates freely as required. When it comes time to bolt everything together, your team can simply spin the flange until the holes line up perfectly. No stress, no “forcing” the fit, and no wasted man-hours. In systems that require frequent dismantling for cleaning or routine inspection, this flexibility turns a half-day job into a quick turn-around.

The Material “Hack”: Stainless Performance on a Carbon Budget
This is the section that usually gets the attention of the stakeholders and purchasing agents. We all know that material costs (especially for high-grade stainless steel, chrome-moly, or exotic alloys…) can eat a project budget alive.
Here is the secret to the hidden ROI: In a lap joint flange assembly, only the stub end comes into contact with the fluid moving through the pipe. The backing flange is purely structural; its only job is to hold the pressure of the bolts.
What does this mean for your wallet?
If you are running a stainless steel PVF line, you don’t always need a solid stainless flange. You can use:
- A Stainless Steel Stub End (to handle the corrosion and media).
- A Carbon Steel Backing Flange (to handle the structural load).
By utilizing a carbon steel backing flange instead of a solid stainless weld neck, you’re getting the exact same corrosion resistance where it counts while slashing your material costs significantly. On large-diameter projects or systems with hundreds of pipe flanges, these savings can easily reach into the tens of thousands of dollars.
Technical Deep Dive: Standards and Specs
Understanding the “how” is just as important as the “why.” To ensure you’re ordering the right parts for a lapped joint, you need to be familiar with the governing standards.
ASME B16.5 and B16.47
For most industrial applications, lap joint flanges are manufactured to ASME B16.5 (for sizes up to 24”) or to a custom style inspired by ASME B16.47 (for larger diameters). It is critical to remember that the pressure rating of the assembly is determined by the backing flange, but the sealing surface is provided by the stub end.
Stub End Types
There are three primary types of stub ends used in a lap joint flange setup:
- Type A: Machined to fit a standard lap joint backing flange. The outer corner has a radius to match the radius of the flange.
- Type B: Designed for use with standard Slip-On flanges acting as backing flanges.
- Type C: A flared design often used in lower-pressure or thinner-walled piping.
Material Grades
You can order lap joints and stub ends in whatever grade you’d like, but more commonly, we see a “mix and match” of ASTM specs:
- Stub Ends: ASTM A403 (Stainless Steel) or A815 (Duplex).
- Backing Flanges: ASTM A105 (Carbon Steel) or A182 (if an alloy is required).
Why You Need to Know This Before You Order
At Texas Flange, our goal isn’t just to ship you a box of metal; it’s to make sure you have the right tool for the job. Choosing between something like a weld neck and a lap joint flange impacts more than just the price tag.
When you call us for a quote, knowing whether you can utilize a lap joint can change your lead times and shipping costs. In the middle to larger sizes, solid alloy weld necks with large wall thicknesses are often heavier and a bit more expensive to manufacture. Conversely, in the smaller and middle sizes, backing flanges are often “off-the-shelf” items, meaning we can get your order staged and shipped faster.
If you’re working on a “clean” system (like food processing or pharmaceuticals) or a highly corrosive chemical line, the lap joint is often a superior option where flexibility is concerned. However, if you are dealing with extreme high-pressure or high-stress points where the pipe might vibrate significantly, the weld neck’s rigid, monolithic structure might still be necessary. Telling us about your application helps us help you.
Common Mistakes: Don’t Trip at the Finish Line
Even the pros make mistakes when transitioning to lap joints. Here are the three most common ones we see:
- Forgetting the Radius Match: The most frequent error is trying to use a standard Slip-On flange as a backing flange for a Type A stub end. A true lap joint flange has a specific radius on the bore to accommodate the radius on the stub end. If they don’t match, the flange won’t sit flush, and you’ll have a major safety hazard once the system is pressurized.
- Neglecting Coating on Carbon Backing: If you’re using a carbon steel backing flange on a stainless line to save money, don’t forget the exterior environment. If the pipe is outside or in a wash-down area, that carbon steel will rust on the outside. We usually recommend a galvanized or epoxy coating to keep the ROI high without sacrificing the life of the part.
- Ignoring Pipe Wall Thickness: The stub end must match the schedule (wall thickness) of your pipe. A “Schedule 40” stub end won’t work correctly with a “Schedule 80” pipe, so make sure to check and call out accordingly.
Conclusion: Working Smarter, Not Harder
The weld neck will always have its place, but the lap joint flange is the unsung hero of industrial piping. By allowing for effortless bolt-hole alignment and providing a clever way to mix materials for cost savings, the lapped joint offers a level of efficiency that is hard to beat in the field.
The takeaways are simple:
- Use lap joints for systems that require frequent maintenance to save on labor.
- Use them in alloy systems to save on material costs by using carbon steel backing.
- Always ensure your stub end type matches your flange radius.
Ready to Optimize Your Next Project?
Navigating the nuances of ASME standards and material grades can be a headache, but you don’t have to do it alone. Whether you need standard pipe flanges or a custom-engineered solution, we’ve got the expertise to guide you.
Contact Texas Flange today for a quote or to talk through your specs with one of our specialists. Let’s make sure you’re getting the best ROI on your next build.